沧州昶晟管业有限公司
厂家直销
价格合理
可按需求定制
全国咨询热线
13833794647
欢迎来到沧州昶晟管业有限公司!
×13833794647

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
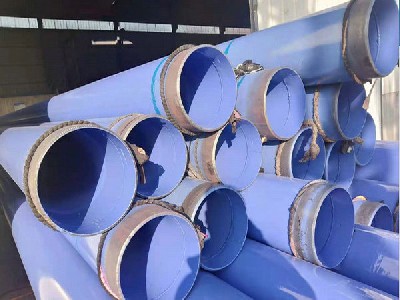
13833794647螺旋钢管生产线在生产钢管前需要对生产线进行调型换道,一种螺旋钢管生产机组调型换道的方法按下列步骤进行:1,调型前准备;2,退板;3,拆卸设备;4,设备调整;5,参数调整;6,安装设备;7,试生产;8,首根钢管质检。对调型换道整个过程进行整体规划,合理布局,且制定出合理的作业流程,使用该方法可以提高员工作业效率,提高工作质量,且能达到减少返工作业,减少调型换道时间,降低成本的作用。前摆式螺旋焊接钢管生产机组的调型过程与传统的地面上螺旋焊管机组的调型方法有所不同 ,主要是由于前摆式机组的本身结构形式所决定的。通过前摆式机组多次调型生产的经验和教训 ,总结出"三心、两线、一标高"的规律 ,在生产调试中得到良好的应用。以目前国内普遍采用的外抱式螺旋焊钢管三辊或五辊成型器为研究对象,在作了一些基本假设的前提下,根据金属材料的弹塑性变形理论,建立了钢板在成型器中的受力模型。将钢板受力模型与螺旋钢管三辊成型器实际结构参数作为一个整体,推导出了螺旋钢管调型参数计算公式,编制了计算程序。理论研究表明,为使焊接后螺旋钢管产生零弹复或较小的弹复,在调型时必须使三辊成型器中的下压辊在理论圆周位置的基础上再下降一个位移量,以保证钢板在经过塑性变形后有较大的弹复空间。根据工厂提供的数据参数,计算了成型器中三个成型辊或三个成型辊的调型参数,并与工厂现在使用的调型参数进行了对比,结果表明基本符合实际情况,建立的力学模型正确,理论调型参数值与实际调型参数值一致。
本文版权归 沧州昶晟管业有限公司 所有;本文共被查阅 2372 次。
当前页面链接:http://www.changsheng888.com/shebei/283.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:13833794647

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州昶晟管业有限公司 Sitemap
24小时/热线:13833794647 冀ICP备19002340号-17
扫码添加微信好友